





















Silakan klik di sini Cara Menonton Video:
https://www.youtube.com/shorts/9aEUcIyW3cU
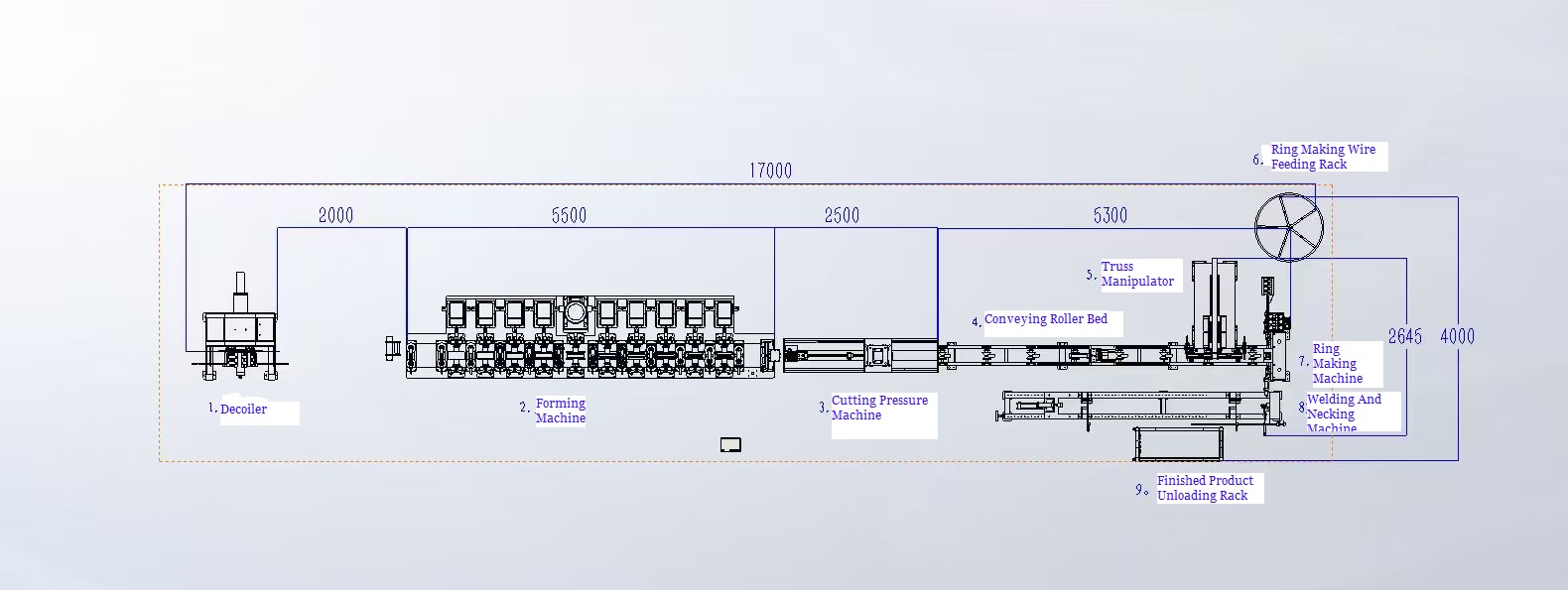
ALUR KERJA:
Jenis Pelat:
Ketebalan Material (Ketebalan Dinding): 2,3-3,0 mm, Ketebalan Umum: 2,7 mm


Bahan:
Komponen Mesin
| Nomor Seri | Nama Produk | Satuan | Jumlah | Perkataan |
|---|---|---|---|---|
| 1 | Pembuka gulungan | Mengatur | 1 | Mesin pembuka gulungan hidrolik 3 ton |
| 2 | Mesin Pembentuk Utama | Mengatur | 1 | Termasuk reduktor, kotak roda gigi, mekanisme pemandu, mekanisme pembentukan gulungan dingin. |
| 3 | Alat Pemotong | Mengatur | 1 | Termasuk fungsi pemotongan, pembuatan alur, pembentukan leher, fungsi penghitungan, dan kenop pengatur batang jangkar. |
| 4 | Alat Pemberi Makan | Mengatur | 2 | Satu pengumpan bertenaga listrik menggerakkan satu pengumpan tanpa tenaga listrik, kecepatan pengumpanan dapat disesuaikan. |
| 5 | Corong Pengumpul Batang Jangkar | Mengatur | 1 | Untuk menempatkan batang jangkar yang terpotong berlebih |
| 6 | Sistem Stasiun Hidrolik | Mengatur | 1 | Dilengkapi dengan motor 7,5 kW dan pompa pendorong 25 MPa. |
| 7 | Sistem Kontrol PLC | Mengatur | 1 |
Terdiri dari PLC, layar sentuh, konverter frekuensi, dan komponen listrik lainnya; semua komponen dapat dipasang pada platform Codesys.
|
| 8 | Lengan Robot Rangka Gantry (Lengan Ganda) | Mengatur | 1 | Lengan Robot 1 secara akurat mengambil batang jangkar dari pengumpan dan menempatkannya pada posisi yang telah ditentukan di meja kerja perakitan cincin; setelah perakitan cincin, Lengan Robot 2 mengambil batang jangkar dengan cincin yang telah dirakit dan menempatkannya masing-masing di Stasiun Pengelasan 1 dan 2. Setiap lengan robot bekerja maju mundur secara independen dengan kecepatan yang dapat disesuaikan dan jarak pergerakan ke kiri, kanan, atas, dan bawah. |
| 9 | Meja Kerja Perakitan Cincin | Mengatur | 1 | Terdiri dari penyangga rakitan cincin dan silinder udara, dapat digunakan untuk memasang batang jangkar dengan panjang 1,5-3m. |
| 10 | Mesin Pembuat Cincin Hidrolik | Mengatur | 1 | Mampu membuat cincin kawat baja φ8mm; kawat baja untuk pembuatan cincin harus berupa kawat hasil penarikan dingin (lingkaran sempurna) dengan kesalahan diameter kurang dari 0,02mm (2 mil). |
| 11 | Cetakan Mesin Pembuat Cincin | Mengatur | 6 |
Cetakan untuk diameter kawat 8mm, spesifikasi sebagai berikut:
|
| 12 | Mesin Las Cincin | Mengatur | 1 | Mesin las cincin otomatis dengan Stasiun A dan Stasiun B |
| 13 | Corong Pengumpul Produk Jadi | Mengatur | 1 | Untuk menempatkan batang jangkar yang sudah jadi |
| 14 | Chuck Pengganti Cepat pada Mesin Utama Pembentuk | Mengatur | 5 |
Termasuk cetakan pembentuk gulungan untuk profil 39mm, 40mm, 43mm, 44mm, 47mm dan 48mm, dengan total 6 jenis chuck.
|
Persyaratan Teknis Utama
Mesin ini dapat memproduksi baut jangkar set terpisah dalam enam spesifikasi dengan diameter 39mm, 40mm, 43mm, 44mm, 47mm dan 48mm, dengan hasil produksi sekitar 2500 baut jangkar jadi dalam 8 jam.
Mesin terintegrasi baut jangkar otomatis adalah peralatan produksi otomatis yang mengintegrasikan pembentukan baut jangkar, pembentukan leher, pembuatan cincin, pemotongan, dan pengelasan. Mesin ini memiliki fitur otomatisasi tinggi, pengoperasian sederhana, dan efisiensi produksi yang tinggi. Kinerja dan outputnya lebih unggul daripada lini produksi yang ada, dengan setiap unit beroperasi dengan andal dan memiliki tingkat kegagalan yang rendah. Saat menggunakan baja strip canai dingin dengan kekuatan tarik lebih dari 550MPa, output maksimumnya adalah...
4,5±1 buah per menit
dari baut jangkar set terpisah yang sesuai dengan standar MT 285-1992, dengan spesifikasi MF39/40/43/47/48×1800-2400mm, dan panjangnya dapat disesuaikan.
Lini produksi terdiri dari: decoiler hidrolik 3 ton → mesin pembentuk baut jangkar → unit penghitung, pembentuk leher, dan pemotong → pengumpan → lengan robot rangka gantry → meja kerja perakitan cincin → mesin pembuat cincin → mesin pengelasan cincin → kabinet kontrol utama → komponen hidrolik → hopper pengumpul produk jadi.
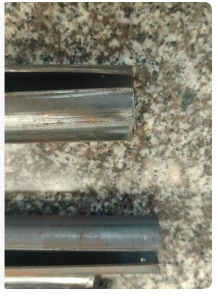
Strip baja memasuki mesin pembentuk dan dibentuk dengan proses roll-forming melalui sepuluh tahapan untuk menghasilkan badan baut jangkar dalam enam spesifikasi dengan diameter masing-masing 39mm, 40mm, 43mm, 44mm, 47mm, dan 48mm. Poros utama baut jangkar memiliki diameter 70mm dan mengadopsi desain ulir kiri dan kanan. Kedua sisi rol dilengkapi dengan mur pengunci ganda dan ring pengunci untuk mencegah rol kendur. Digerakkan oleh motor asinkron tiga fasa 15kw, daya ditransmisikan ke setiap poros pembentuk melalui kotak distribusi daya setelah diperlambat oleh reduktor, memastikan daya yang seimbang dan kecepatan sinkron dari setiap poros pembentuk. Kontrol jarak jauh nirkabel untuk memulai dan menghentikan tersedia.
Metode pemotongannya adalah pemotongan pelacakan hidraulik. Troli pelacakan dipasang pada rel pemandu linier rangka, dan perangkat pemotong dan pembentuk leher hidraulik dipasang pada troli. Penghitung mengirimkan instruksi ke perangkat pemotong, baut jangkar mendorong troli untuk meluncur maju sepanjang rel pemandu linier, dan cetakan pemotong melacak badan baut ke panjang yang telah ditentukan sesuai dengan instruksi untuk memotong dan membentuk lehernya. Motor servo menggerakkan sekrup bola untuk mengembalikan troli ke posisi semula, badan baut yang telah dipotong dan dibentuk lehernya menggelinding ke dalam palung pengumpan, dan pengumpan secara otomatis memandu badan baut ke posisi yang telah ditentukan pada pengumpan.
Setelah menerima sinyal posisi baut yang dikirim dari posisi cadangan pengumpan, Gripper 1 dari lengan robot rangka gantry mencengkeram baut dan mengirimkannya ke stasiun perakitan cincin, memastikan arah celah baut tetap tidak berubah selama pergerakan. Alat ini bekerja bolak-balik untuk mewujudkan pengangkutan baut berulang, dengan kecepatan dan jarak pengangkutan yang dapat disesuaikan.
Setelah menerima sinyal penyelesaian yang dikirim oleh mesin pembuat cincin, Gripper 2 dari lengan robot rangka gantry mencengkeram badan baut dan mengirimkannya ke Stasiun Pengelasan A dan B dari mesin pengelasan cincin, memastikan arah celah badan baut tetap tidak berubah selama pergerakan. Ia bekerja bolak-balik untuk mewujudkan pengangkutan badan baut secara berulang, dengan kecepatan dan jarak pengangkutan yang dapat disesuaikan.
Meja Kerja Perakitan Cincin
Setelah menerima badan baut yang dikirim oleh Lengan Robot 1, silinder udara mendorongnya ke posisi yang telah ditentukan pada mesin pembuat cincin untuk perakitan cincin yang cepat.
Rak Pengumpan Kawat
:
Seluruh bundel kawat tarik dingin berdiameter 8 mm (bahan: Q195, kesalahan kebulatan dalam 0,02 mm) dipasang pada rak gulungan pengumpan kawat, dan kawat tarik dingin tersebut ditarik keluar secara manual dan dimasukkan ke dalam rol pengumpan mesin pembuat cincin.
Mesin Pembuat Cincin Hidrolik
:
Terdiri dari gulungan pengumpan kawat, pengumpan servo, dan mesin pemotong dan pembentuk hidrolik. Bagian ini meluruskan gulungan bahan baku, memotongnya dengan panjang tetap, dan menggulung batang baja ke posisi yang tepat pada baut jangkar tanpa melonggarkannya. Pemotongan dan pembentukan pada bagian ini dikendalikan oleh silinder oli hidrolik, panjang pengumpanan dan parameter pembentukan dikendalikan oleh PLC, dan parameter tersebut dapat disesuaikan melalui layar sentuh.
Mesin Las Cincin
Terdiri dari dua mesin las CO2, dilengkapi dengan meja kerja pengelasan cincin badan baut ganda dan stasiun ganda (Stasiun A dan B). Setelah menerima badan baut dengan cincin baja yang dikirim oleh Gripper 2 dari lengan robot rangka, stasiun pengelasan (A dan B) melakukan pengelasan cepat dengan hasil las yang penuh dan halus serta kecepatan pengelasan yang tinggi. Arus dan tegangan mesin las cincin dapat diatur dari jarak jauh.
Corong Pengumpul Produk Jadi
:
Setelah mesin las cincin mengeluarkan baut jangkar yang telah selesai dilas, baut-baut tersebut secara otomatis bergulir ke dalam corong pengumpul produk jadi. Peralatan ini beroperasi terus menerus tanpa campur tangan manual.
Konsol Kontrol
:
Mengontrol proses 1 hingga 10 dan mendukung pengoperasian jarak jauh nirkabel.
Stasiun Hidrolik
:
Digunakan oleh unit pemotong hidrolik dan mesin pembuat cincin hidrolik.
Parameter Utama dan Data Kunci Peralatan
1. Parameter Teknis Peralatan
1.1 Diameter Poros Horizontal: φ70mm
1.2 Tinggi Pusat Poros Bawah: 140 mm
1.3 Jarak Pusat Penyesuaian Poros Vertikal: 135-160mm
1.4 Jarak Antara Poros Horizontal Depan dan Belakang: 400mm
1.5 Diameter Poros Rol Vertikal: φ25mm
1.6 Rentang Penyesuaian Dua Rol Vertikal: 90-170mm
2. Data Utama
2.1 Kecepatan Pembentukan: 4-12 m/menit, Dapat disesuaikan
2.2 Motor Putar Utama: 15KW
2.3 Reducer: K107
2.4 Daya Motor Stasiun Pompa Hidrolik: 7,5 kW
2.5 Ketebalan Gulungan Unit: 2,7 mm untuk Gulungan Strip Baja Q195-Q355
2.6 Panjang Tetap: 1,8-2,4m
2.7 Output Baut Jangkar Per Menit: 4,5 Buah ±1
2.8 Lengan Robot Rangka Gantry: 1 Set (2 Stasiun: A, B)
2.9 Mesin Pembuat Cincin Hidraulik: 1 Set
2.10 Unit Pengelasan Cincin: 1 Set
| TIDAK | NAMA MESIN | SATUAN | JUMLAH | PERKATAAN | GAMBAR |
| 1 |
Rak Pengumpanan dengan Penegangan Hidraulik
|
Mengatur | 1 |
Termasuk stasiun hidrolik
|

|
| 2 |
Mesin Utama Pembentuk Baut Jangkar
|
Mengatur
|
1 |
Termasuk satu set pelat pengganti cepat sesuai spesifikasi.
|

|
| 3 |
Unit Pemotong dan Pembengkakan Leher
|
Mengatur
|
1 |
Termasuk stasiun hidrolik
|

|
| 4 |
Rak Pengangkut Batang Jangkar
|
Mengatur
|
1 |
Panjangnya 3,5 meter
|

|
| 5 |
Kabinet Listrik
|
Mengatur
|
1 |
Untuk seluruh lini produksi
|
|
| 6 |
Lengan Robot Rangka Gantry
|
Mengatur
|
1 |
Termasuk dua unit: pengangkatan dan pengangkutan
|

|
| 7 |
Mesin Pembuat Cincin Hidrolik Otomatis
|
Mengatur
|
1 |
Termasuk satu set cetakan spesifikasi dan meja kerja perakitan cincin.
|

|
| 8 |
Mesin Las Cincin Otomatis (Dua Stasiun)
|
Mengatur | 1 |
Termasuk dua mesin las Panasonic 350.
|

|
| 9 |
Corong Pengumpul
|
Mengatur | 2 |
-
|

|
| 10 |
Cetakan Mesin Pembuat Cincin
|
Mengatur | 1 |
-
|
|
| 11 |
Pelat Ganti Cepat
|
Mengatur | 1 |
Untuk baut jangkar set terpisah dengan diameter 39mm
|
|
| 12 |
Pelat Ganti Cepat
|
Mengatur | 1 |
Untuk baut jangkar set terpisah dengan diameter 40mm
|
|
| 13 |
Pelat Ganti Cepat
|
Mengatur
|
1 |
Untuk baut jangkar set terpisah dengan diameter 43mm
|
|
| 14 |
Pelat Ganti Cepat
|
Mengatur
|
1 |
Untuk baut jangkar set terpisah dengan diameter 44mm
|
|
| 15 |
Pelat Ganti Cepat
|
Mengatur
|
1 |
Untuk baut jangkar set terpisah dengan diameter 47mm
|
|
| 16 |
Mesin Pembuat Cincin Semi-otomatis Opsional
|
Mengatur
|
1 |
Termasuk alat pembuka batang baja.
|

|
| 17 |
Mesin Las Cincin Semi-otomatis (Stasiun Tunggal)
|
Mengatur
|
1 |
113000; Termasuk satu mesin las Panasonic 350
|

|
| 18 |
Pemotong Atas Baut Jangkar
|
Buah-buahan | 1 |
Tipe T
|
|
| 19 |
Pemotong Bawah Baut Jangkar
|
buah-buahan | 1 |
-
|
|












